Efficient. Compact. Engineered for Maximum Heat Recovery.
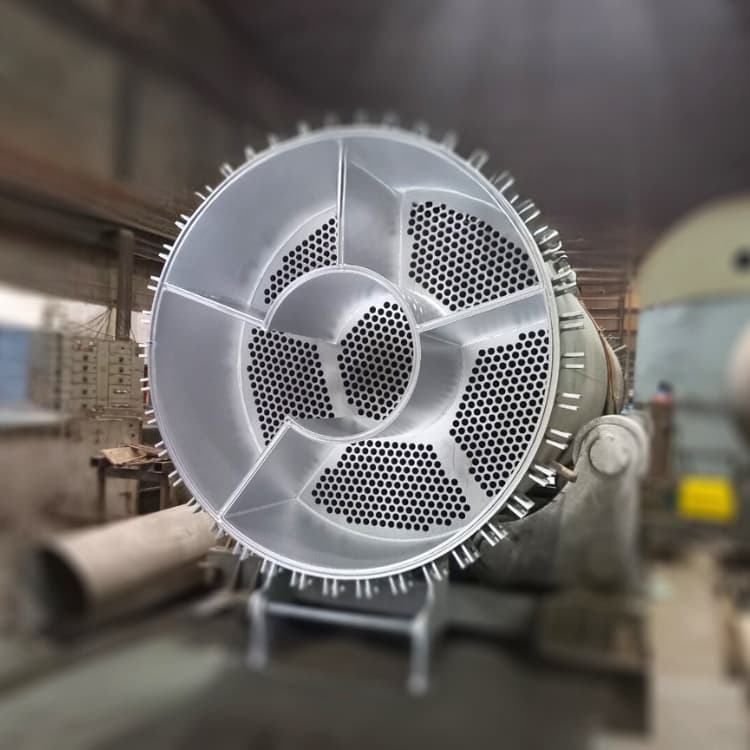
SED’s Shell & Tube Condensate Heater, also known as a Duplex Heater, is a high-efficiency liquid - liquid heat exchanger designed for juice heating prior to clarification in sugar processing plants. Its multi-pass configuration enables compact installation, maximizes heat transfer, and reduces operational heating surface requirements.
Built to handle variable flow rates and thermal loads, the heater improves thermal efficiency, reduces steam consumption, and optimizes condensate utilization - delivering a sustainable, energy-efficient solution for modern sugar mills.

How it works
Series Installation for Maximum Recovery
Countercurrent Flow
Multi-Pass Layout
Efficient Thermal Absorption
Compact Design
Key Advantages
Maximized Condensate Heat Recovery
Efficient preheating of juice reduces energy losses and improves overall thermal efficiency.
Reduced Steam Consumption
Lower approach temperatures and optimal heat transfer minimize additional steam requirements.
Compact & Space-Saving
Multi-pass design requires less footprint without compromising heating surface.
Enhanced Condensate Utilization
No heat is rejected to the cooling tower, leaving surplus cooled condensate available for make-up water.
Supports Efficient Vapor Management
Maximizes vapor availability from later effects for other consumers within the plant.
Maximized Condensate Heat Recovery
Efficient preheating of juice reduces energy losses and improves overall thermal efficiency.
Enhanced Condensate Utilization
No heat is rejected to the cooling tower, leaving surplus cooled condensate available for make-up water.
Reduced Steam Consumption
Lower approach temperatures and optimal heat transfer minimize additional steam requirements.
Supports Efficient Vapor Management
Maximizes vapor availability from later effects for other consumers within the plant.
Compact & Space-Saving
Multi-pass design requires less footprint without compromising heating surface.

Applications Across the Sugar Industry
SED’s Shell & Tube Condensate Heater is ideal for:
Raw Sugar Mills
Refineries
Multi-Effect Evaporation Systems
High Capacity Plants
Why Partner with SED?
SED combines advanced heat exchanger design, multi-pass optimization, and process expertise to deliver measurable gains in energy efficiency and condensate utilization. From concept to commissioning, our solutions enable sustainable, cost-effective operations while ensuring consistent sugar quality and plant performance.
Frequently Asked Questions
Countercurrent flow ensures the greatest temperature difference between juice and condensate along the entire exchanger, maximizing heat transfer and energy recovery.
Yes. The multi-pass, baffle-guided design ensures stable performance across variable juice and condensate flow conditions.
Absolutely. The multi-pass arrangement allows high heat transfer in a compact footprint, reducing plant space requirements.
By preheating juice with recovered condensate, steam demand in subsequent effects is reduced, lowering overall energy consumption.
Yes. SED’s design supports seamless integration with multi-effect evaporation and other plant processes for optimal thermal performance.
Revolutionizing Heat Recovery. Setting New Standards.
Optimize energy efficiency, condensate utilization, and sustainable operations with SED’s Shell & Tube Condensate Heater - engineered for reliable performance, compact design, and superior thermal efficiency.